The Magic of AMUG as Reported by a First-Time Attendee
⚓ p3d 📅 2026-03-27 👤 surdeus 👁️ 2

There’s a special kind of magic about AMUG. I’ve heard about it for years, but never experienced it myself until last week. It’s different than what you see at some of the other industry events. Trade shows like RAPID are for selling stuff, while AMUG is more about problem-solving. Both are focused on making connections, but from the special theme evening and “fishbowl” lunches to Casino Night, the networking opportunities at AMUG were absolutely next-level. I’ve heard the Additive Manufacturing Users Group name and the tagline a million times—for users, by users. I didn’t truly understand until I came to Reno for the 2026 conference.
The sense of camaraderie is strong with this one, folks. Everyone was so nice and welcoming, and really focused on helping each other solve their AM problems. I went to a roundtable about post-processing for polymer powder bed fusion, and it was fascinating to listen to the people who are actually getting their hands dirty and using the technology every day. In addition to some rather explosive tales of life on the factory floor, they were sharing tips and tricks. For instance, one attendee cautioned the others to never show customers a vapor smoothing machine, because they’ll expect those results every time, even for jobs that don’t require it.
Another noted that customers looking into AM are often reluctant to switch because they want what they’ve always used, like injection molding.
“People will say, ‘It’s not possible,’ and that’s not true, it’s just not what you’re used to!” another user said.
I’ll share some more of what I observed in the keynote presentations, breakout sessions, expo floor chats, and more.

This special AMUG poker chip was included in our AMUG backpacks
Keynote Presentations
Thanks to a blizzard in the Midwest and the partial government shutdown affecting TSA agents across the country, I had some major travel delays while traveling to AMUG. So I unfortunately missed the Tuesday morning keynote by Steve Fournier, Senior Manager – Additive Manufacturing at General Atomics Aeronautical Systems, and Scott Sawyer, Director of Programs – Aerospace and Defense, at Divergent, titled “From Hypercars to Defense Drones: How Two Major Industry Innovators Started their Partnership Journey at AMUG.”
However, I was able to sit down with the two of them after the fact; shout-out to AMUG President Shannon VanDeren for connecting us so quickly! You can read about our conversation in another article.
Innovators Showcase & Award
Every year, AMUG chooses one individual who’s had a significant impact on the AM industry over a long period of time to receive its esteemed Innovators Award. This year, it was Max Lobovsky, Co-Founder and CEO of Formlabs; we were lucky enough to have him onstage at our Additive Manufacturing Strategies (AMS) event last month.
“The AMUG Board of Directors admires his story,” VanDeren said when the news was announced. “Max was an obvious selection for the Innovators Award, and we were unanimous in our decision.”
AMUG President Shannon VanDeren presenting Formlabs CEO Max Lobovsky with the Innovators Award
In addition to the physical award itself, the winner is also the featured guest of the Innovators Showcase at AMUG, and interviewed by AM industry veteran Todd Grimm. One piece of advice Lobovsky shared was to “focus on the problem, not the solution.”
“I know it sounds strange because people say you should be solution-oriented, but often you can eliminate something unnecessary if you’re focusing entirely on the problem.”
Todd Grim and Max Lobovsky during the AMUG Innovators Showcase
Lobovsky also shared about his trip to Ukraine last year, explaining that while both of his parents grew up there, he’d never been. But when the war with Russia ramped up, he wanted to do something to contribute. After he learned that people in the Ukraine were buying a lot of Formlabs printers, and that it was possible to “reasonably and safely travel there,” he decided to go there with his father to visit his hometown, meet and understand Formlabs customers in the country, and work on giving back.
“It was an amazing, emotional, inspiring experience,” he said. “It’s amazing how much positive energy there is in a place that’s experiencing so much trauma. Much of that energy is currently focused on defending their country, but I’m hopeful that when the war ends, that energy will go towards something else.”
LEGO Group 3D Printing at Scale
On the last day of AMUG, Ronen Hadar, Senior Director and Head of Additive Design and Manufacturing at LEGO, presented a keynote titled “AM at Scale in Consumer Goods – The Case of The Lego Group.”

Ronen Hadar, Senior Director and Head of Additive Design and Manufacturing at LEGO, onstage at AMUG 2026
He explained that when LEGO is deciding to integrate new technology, it looks at quality, cost, and volume, in that order. The company uses metal AM for products like jigs, fixtures, grippers, and mold components, and polymer AM for consumer goods.
In terms of 3D printing LEGO bricks, the company was aiming to achieve +/- 20-30 microns. Hadar said this “was hard to do without photoreactive materials, which we will not use to make toys that your children will put in their mouths!”
“We had a hard time getting dimensional accuracy to this level. But we did it. We are fanatics about those tolerances, and that’s what separates us from some of our competitors.”
Hadar said that LEGO produces hardly any waste powder in its AM process, because material development, recyclability, and sustainability are also business factors.

He concluded by listing three things that must happen for AM to be more adopted in the consumer goods industry, with the first one being unit cost reduction. The ways to achieve this are more automation, process acceleration, machine and materials decoupling, and reducing the total cost of ownership (TCO).
“OEMs really need to internalize that machines cannot cost $800,000 or a million dollars!” he said emphatically.
The second is scaling production, which requires stable production platforms, as well as digital workflow and workforce productivity. The last is quality, enabled by a data-driven look and feel to ensure repeatability and accuracy, surface roughness improvements, color development and scaling, and powder quality and reliability.
Breakout Sessions
There were almost too many afternoon breakout sessions at AMUG! I had a very hard time choosing. However, I’m always interested in medical AM applications, so a lot of the sessions I attended after lunch each day were focused on this sector. The first was about “In-House Metal 3D Printing in Hospitals: Opportunities and Challenges for Medical Products.”
Metal AM in Hospitals
Using a real use case from Lerdsin Hospital in Bangkok, AppliCAD Application Engineer Napakarn Thussakorn, alongside Michael Staiger, One Click Metal, shared the AM production workflow for patient-specific orthopaedic implants.
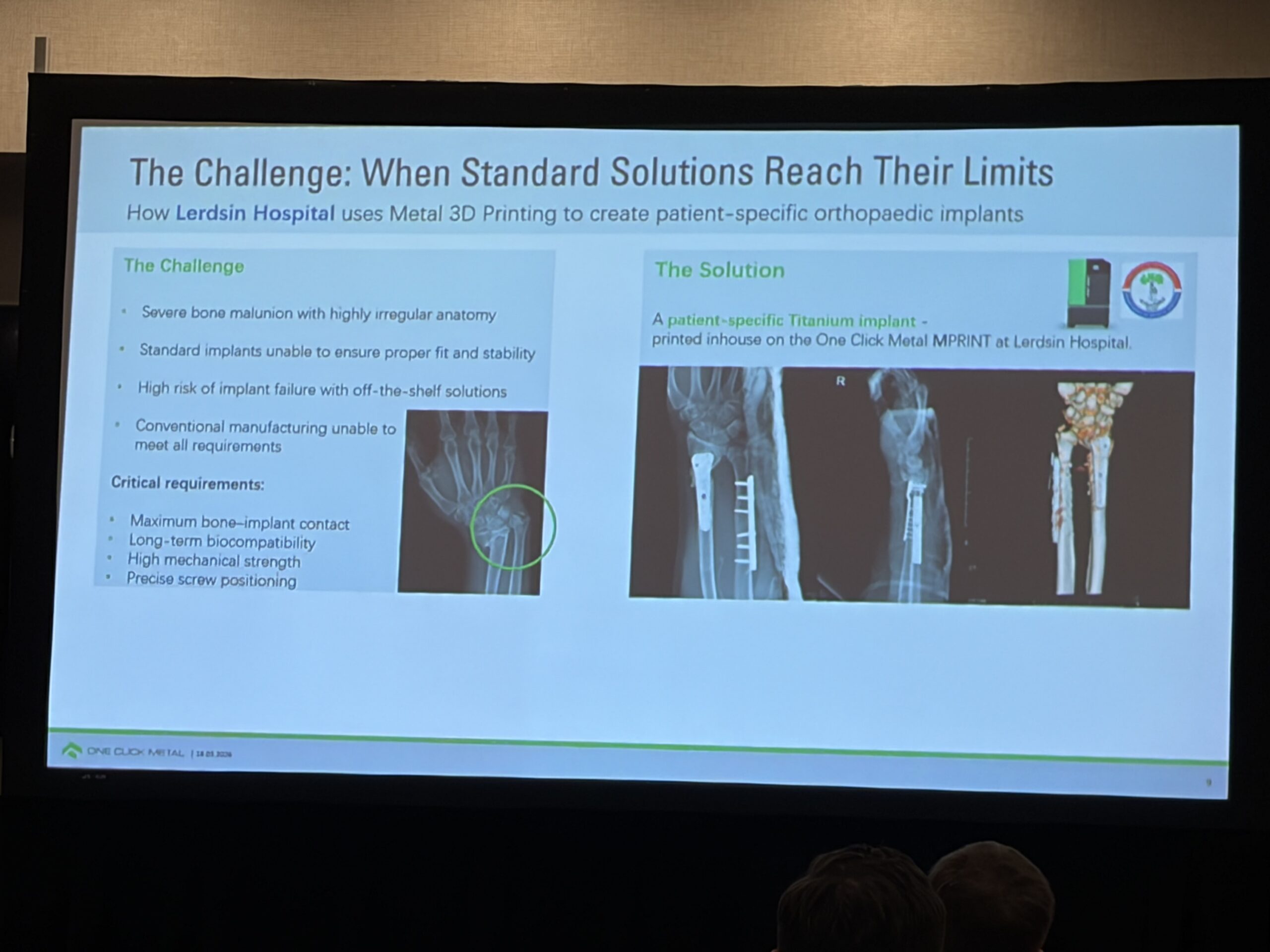
It starts with a patient consultation to assess the need for a 3D printed implant, and then CT or MRI imaging. Using Materialise Mimics, these images are then converted to a segmented 3D model of the relevant anatomy.
“We need to go into each slide and each slice,” Thussakorn explained. “We need smooth surfaces and no holes.”
Once the custom implant is designed, it’s printed out of biocompatible Ti64 using LPBF technology onsite at the hospital, using a One Click Metal MPRINT system. Then comes post-processing, like support removal, sand blasting, and sterilizing for surgical use. The implants are “designed to perfectly match patient anatomy,” which offers more design freedom, improves the fit and alignment accuracy, increases surgical confidence, reduces the need for intraoperative contouring, and lowers surgery time.
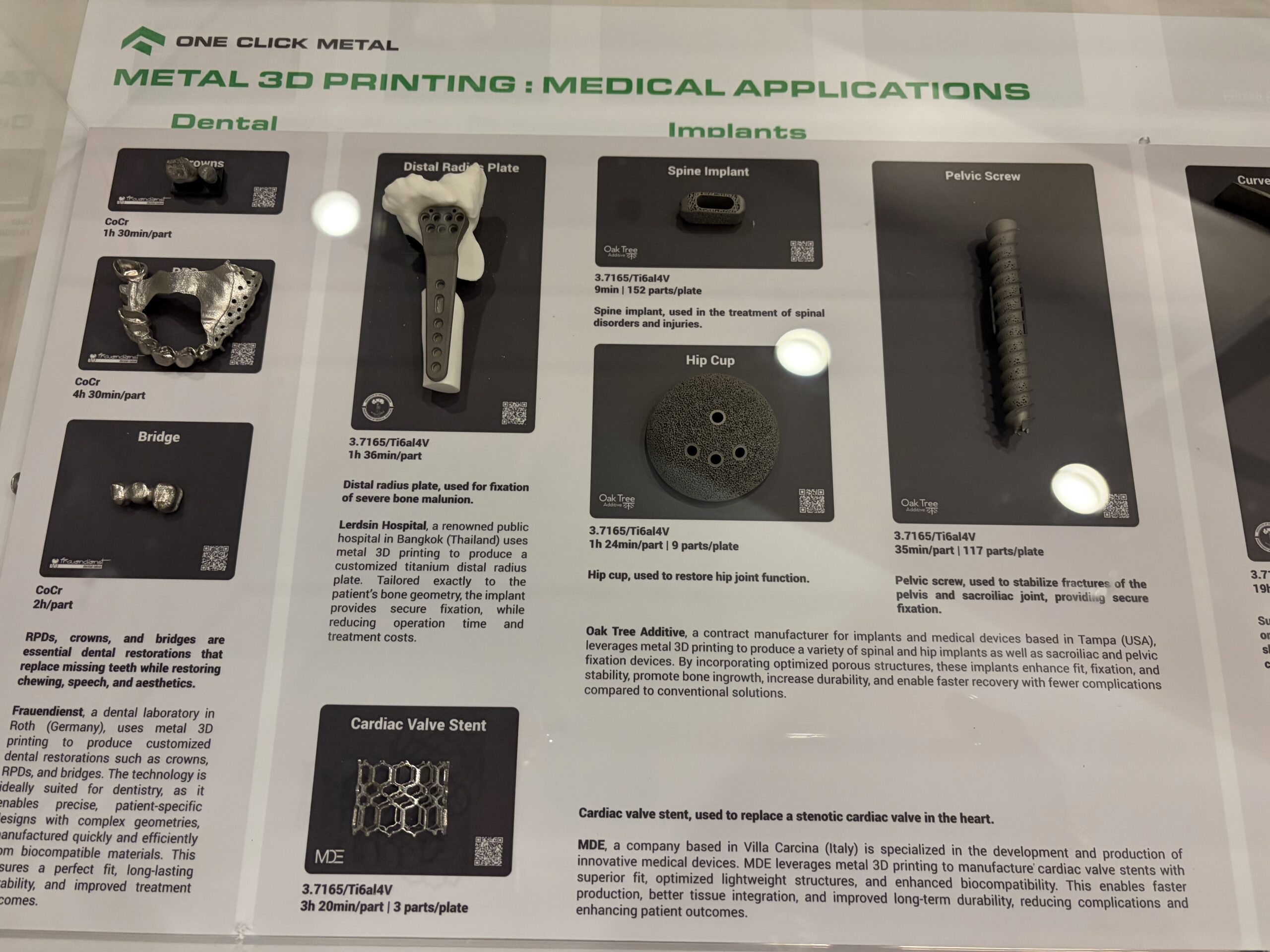
Several examples were shared, including implants for the wrist, ankle, and forehead, as well as surgical tools like an acetabular chisel. Thussakorn said they all “help improve quality of life.”
Mayo Clinic Microscale 3D Printing
Seth Hara, PhD, Principal Engineer at the Mayo Clinic, had just about as difficult a time getting to Reno as I did. So his presentation, “Beyond the Visible: Microscale 3D Printing at Mayo Clinic,” got pushed until the last day of the conference. This was lucky for me, as I would have missed the original time due to my own travel delays.
Hara is the manager of Mayo’s Microfabrication Laboratory within the 70-member Division of Engineering. The entire Mayo Clinic enterprise is about 82,000 employees, and any of them can come to the team for help with engineering consultations, design, and development services.
Hara explained that microscale AM has many implications for healthcare, as “many different medical challenges require a level of complexity that can be hard to achieve with conventional manufacturing.” The technology offers freedom of design, which is helpful for fabricating things like lattice scaffold structures. Microscale AM can also be used to replicate anatomy so clinicians can get a better understanding of different tissues, organs, and cells at the proper in-vivo scale.
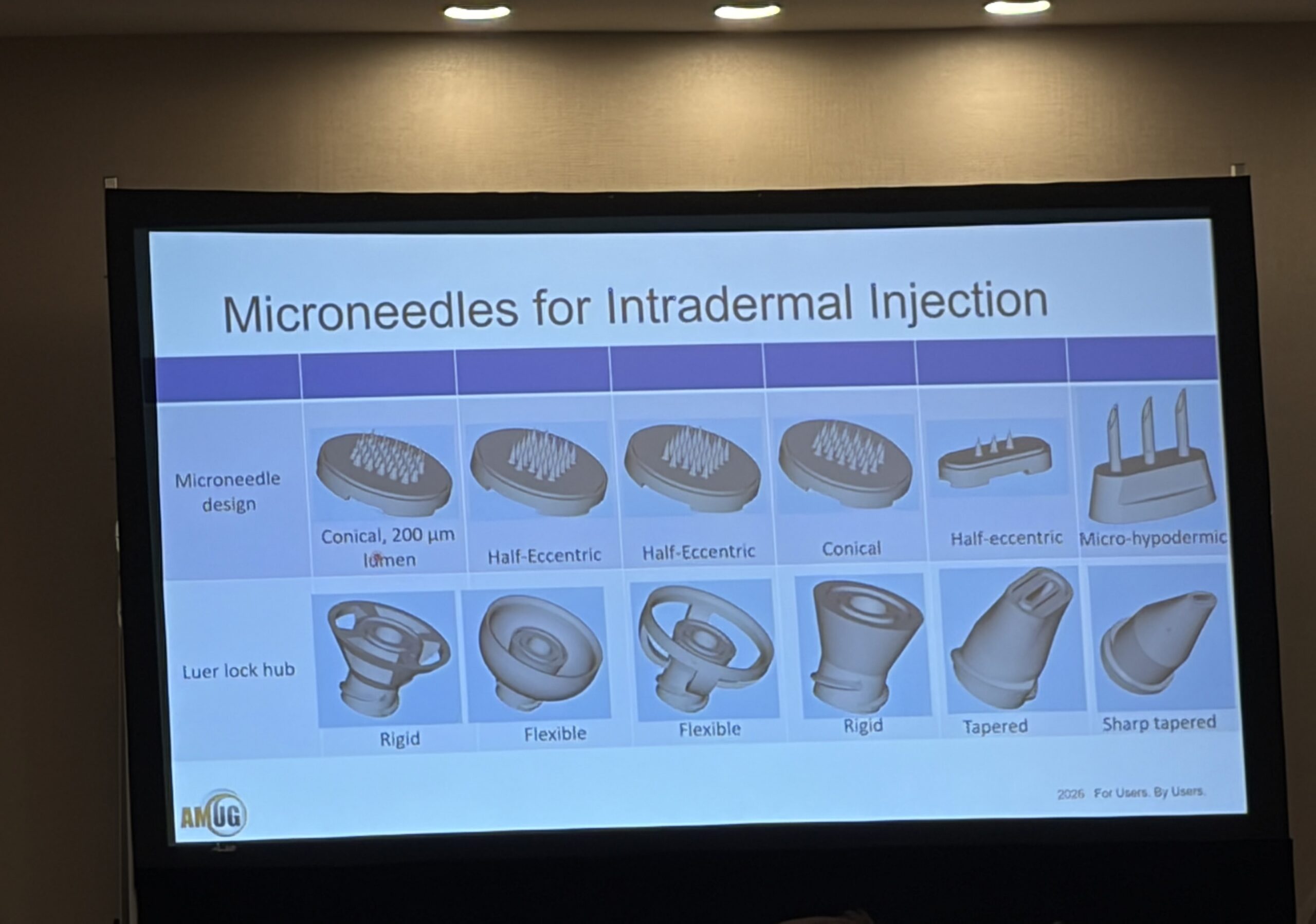
The major considerations for using AM in medical device applications include biocompatibility, cleaning and sterilization, and post-processing. The specific applications for microscale AM at Mayo Clinic include microfluidics, tissue engineering, ultrasound markers, microneedles and microneedle arrays, and anatomic models. However, these models aren’t for training purposes, but for studying how the environment affects the biology by replicating the microenvironment.
“This is all about enabling solutions for the clinicians’ problems that can’t be solved any other way,” Hara explained.
3D Printed Golf Driver
I didn’t only focus on medical sessions at AMUG. For instance, aerospace R&D company Hyphen Innovations, which is based in my hometown of Dayton, Ohio, shared about their work to develop a metal 3D printed golf driver. Lead Research Engineer Troy Krizak, PhD, presented “Using the i-DAMP Design Software to Develop Next Generation Golf Drivers.”
The company’s i-DAMP solution is a design method for 3D printed parts that are vibration- and damage-resistant. Basically, they design voids inside these parts to act as particle dampers and suppress the energy in a system while it’s vibrating. The software that Hyphen CEO Dr. Onome Scott-Emuakpor developed helps to minimize stress concentrations and fatigue, as well as the amount of unused powder within the structure.
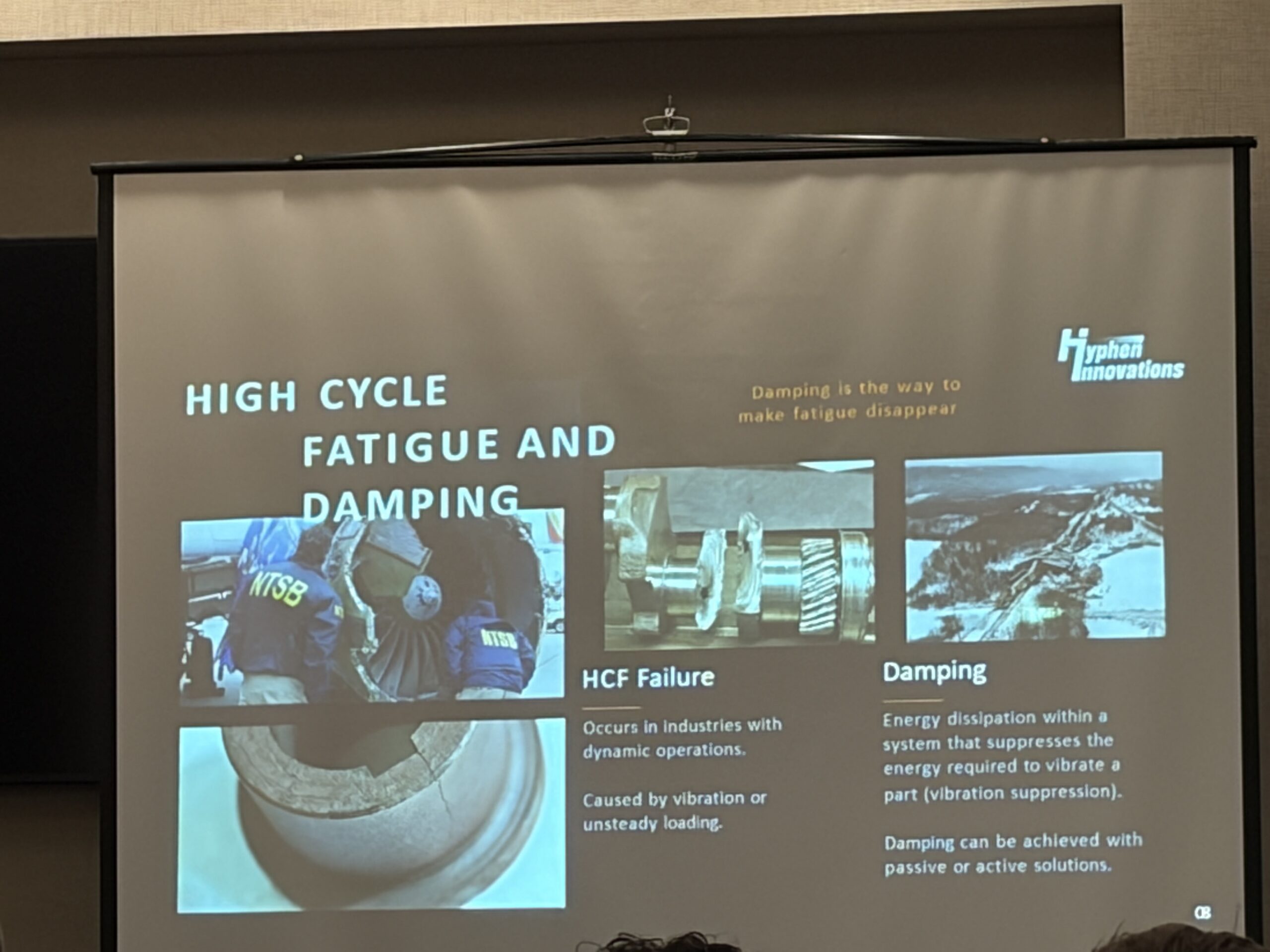
“What we’re trying to do with i-DAMP is reduce the effect of fatigue, which is influenced by material, porosity, microstructure, surface finish, and residual stress,” explained Krizak.” Not understanding the material or manufacturing process can lead to bad outcomes.”
The company validated i-DAMP for aerospace applications, and then wondered if the solution could also be used to decrease the high-frequency vibration that caused pinging in a golf ball. Drivers are typically made out of carbon fiber, with a metal face plate glued on. Hyphen’s four main goals for this project were to make the driver more lightweight; more forgiving; more durable; and less expensive.
“If we can use additive to make the faceplate even a little lighter, there will be efficiency gains,” Krizak said.
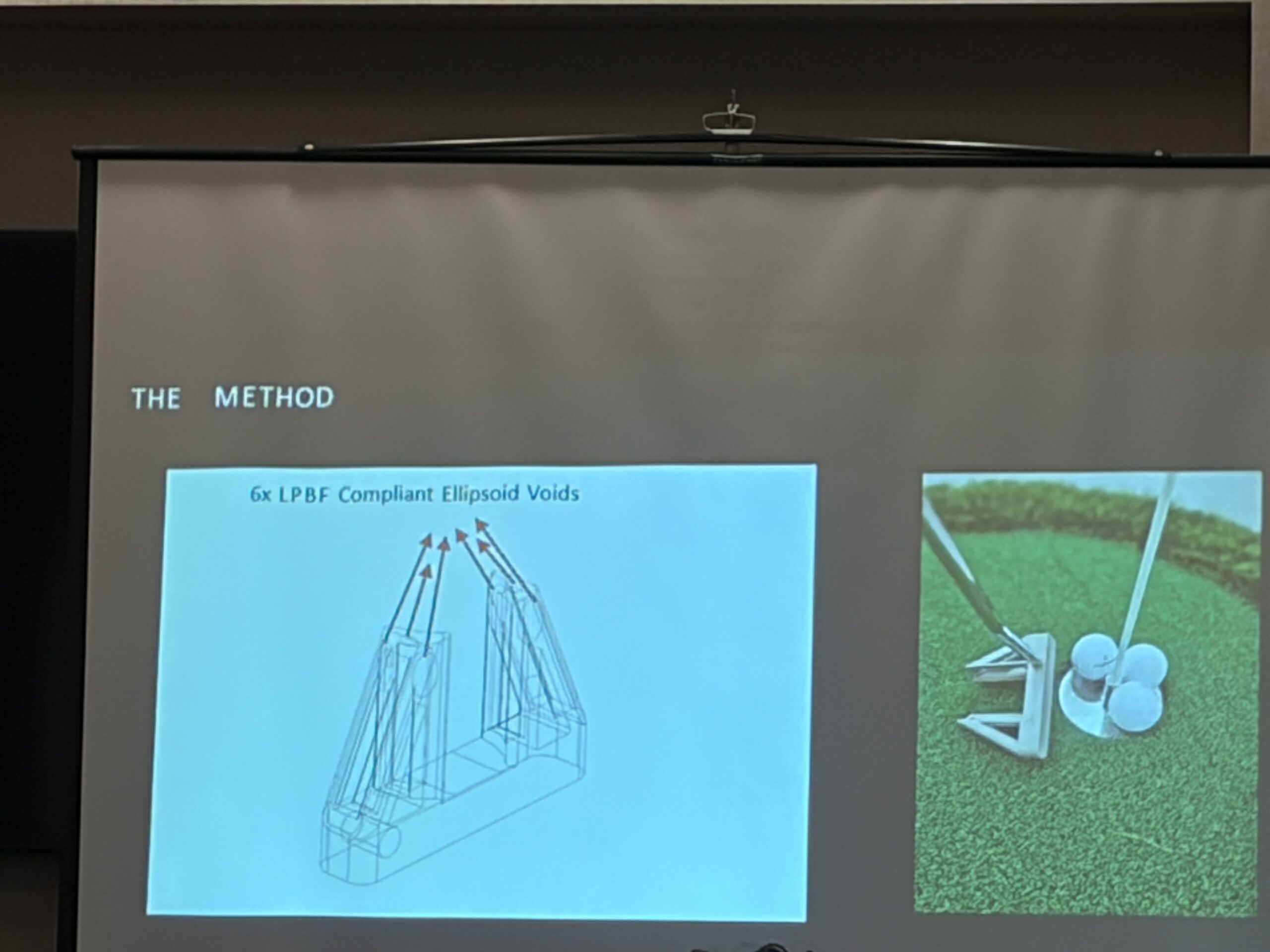
The team reverse engineered an industry driver, and used their software to find the most optimal place to put the voids in the driver to reduce damping. The initial print was aluminum, which was too light for the industry standard, and they ended up using Nickel 718, which is what was available at the time. Unfortunately, this resulted in the opposite problem: the 3D printed golf club head was far too heavy to actually be effective. But, Krizak said they achieved 4x damping increase, which proves that i-DAMP is effective for damping.
In the future, Hyphen wants to try a lighter material, like reinforced high strength aluminum, so they can actually attach the 3D printed driver to a golf club. They also want to focus on optimizing the feel, and achieving a wider “sweet spot” for where the driver connects with the ball.
3D Printed Ski Boot
In another 3D printed sporting goods use case, GoEngineer AM Applications Engineers Peter Moe-Lange and Lukas Brokamp presented “Scan, Model, Shred: Lessons Learned Designing and Printing a Ski Boot.” They scanned an existing boot with a Creaform blue light scanner and reverse engineered it using SOLIDWORKS.
The company has access to many different 3D printing solutions, so they had plenty to choose from in finding the best one for this particular application. As Moe-Lange explained, ski boots need “extreme flex and cold weather impact resistance.”
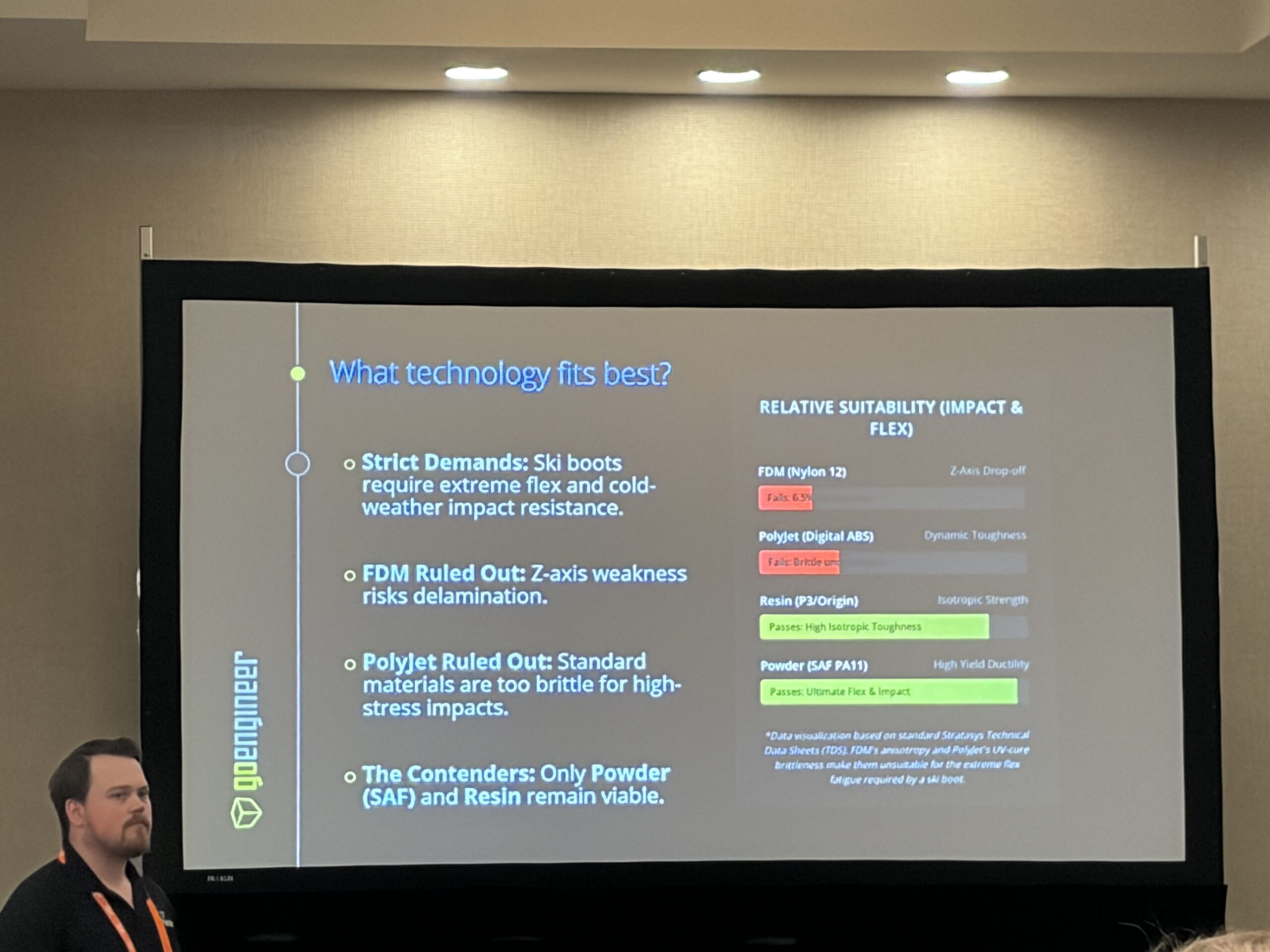
They ruled out FDM because it’s such an anisotropical process, they were worried they’d end up with shearing. PolyJet standard materials are too brittle for high-stress impact applications, so they were left with resin and powder. GoEngineer went with the latter, specifically Selective Absorption Fusion (SAF) by Stratasys. While not quite as cheap as FDM, powder parts are definitely less expensive than resin, won’t degrade in sunlight, and have thermal resilience and superior toughness.
Using the SAF-driven H350, they printed four total parts for the ski boots using Nylon PA11, which is the same material GoEngineer used to print its Plinko chips for the AMUGexpo earlier in the week.

They embarked on an “archaeological expedition to find the parts” in all the powder, and used a PowerShot system from DyeMansion to blast the rest off. To ensure better safety margins, the boots were also vapor treated. Then, once the necessary hardware was added, it was time for Moe-Lange to field test the boots.
He explained that typical ski boots use a lot of heavily engineered specialized thermoplastics, like rubber tougheners, impact modifiers, and plasticizers. There just isn’t much publicly available research into how powder materials handle cold temperatures, and as Moe-Lange learned, they don’t handle the cold too well. He said the only issue with the 3D printed boots was that, as the temperature dropped and the plastic got colder, they became “more rigid and difficult to flex.”

The 3D printed ski boots are on the left, next to the boot they scanned and reverse engineered.
While they’re limited by this reduced flexibility in cold temperatures, 3D printed ski boots seem to be a real possibility. Moe-Lange said that the technology “aligns well with the economics of ski boot manufacturing.” However, powder-based technology needs to advance for there to be true viability.
Expo Floor Chats
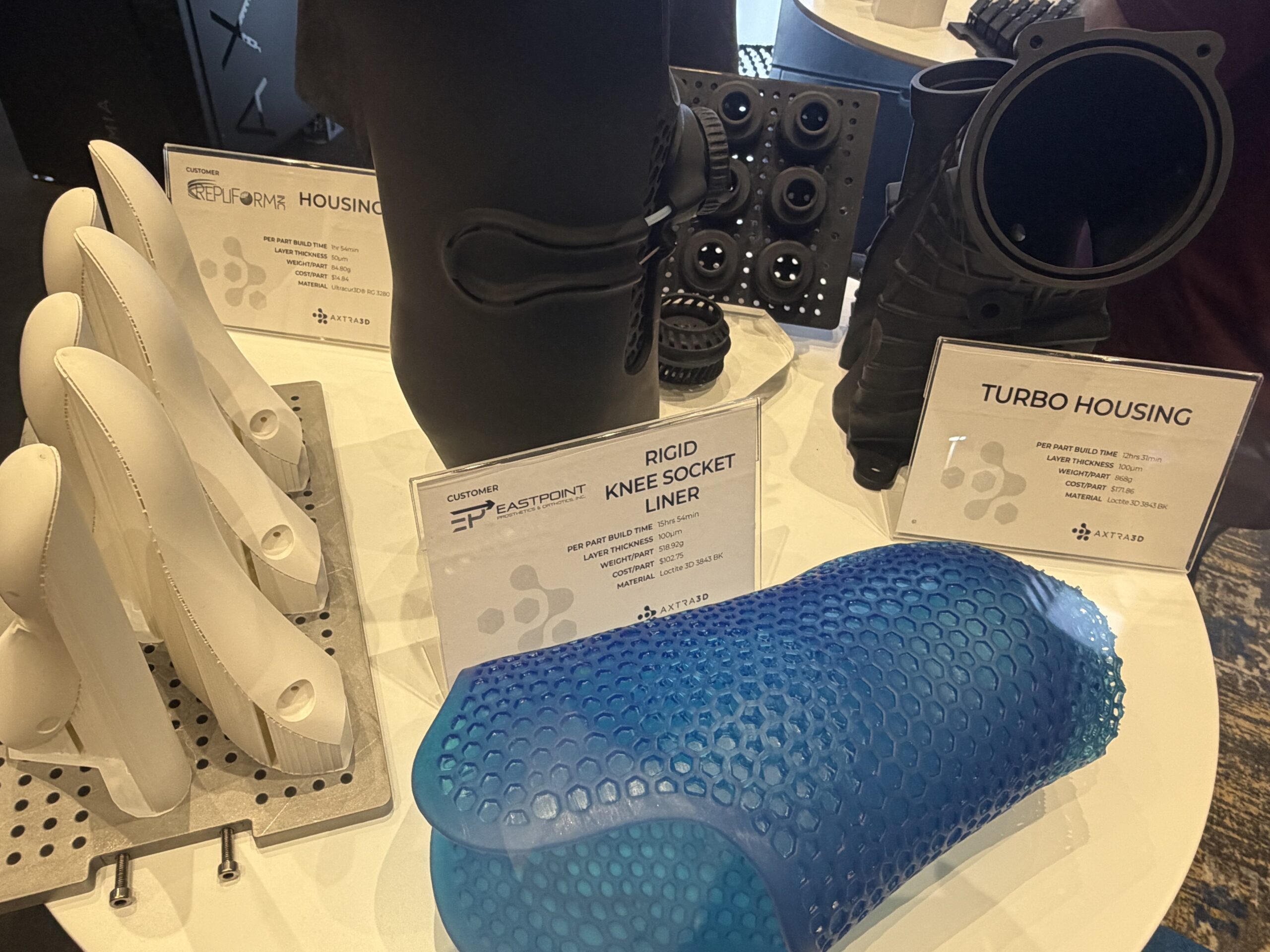
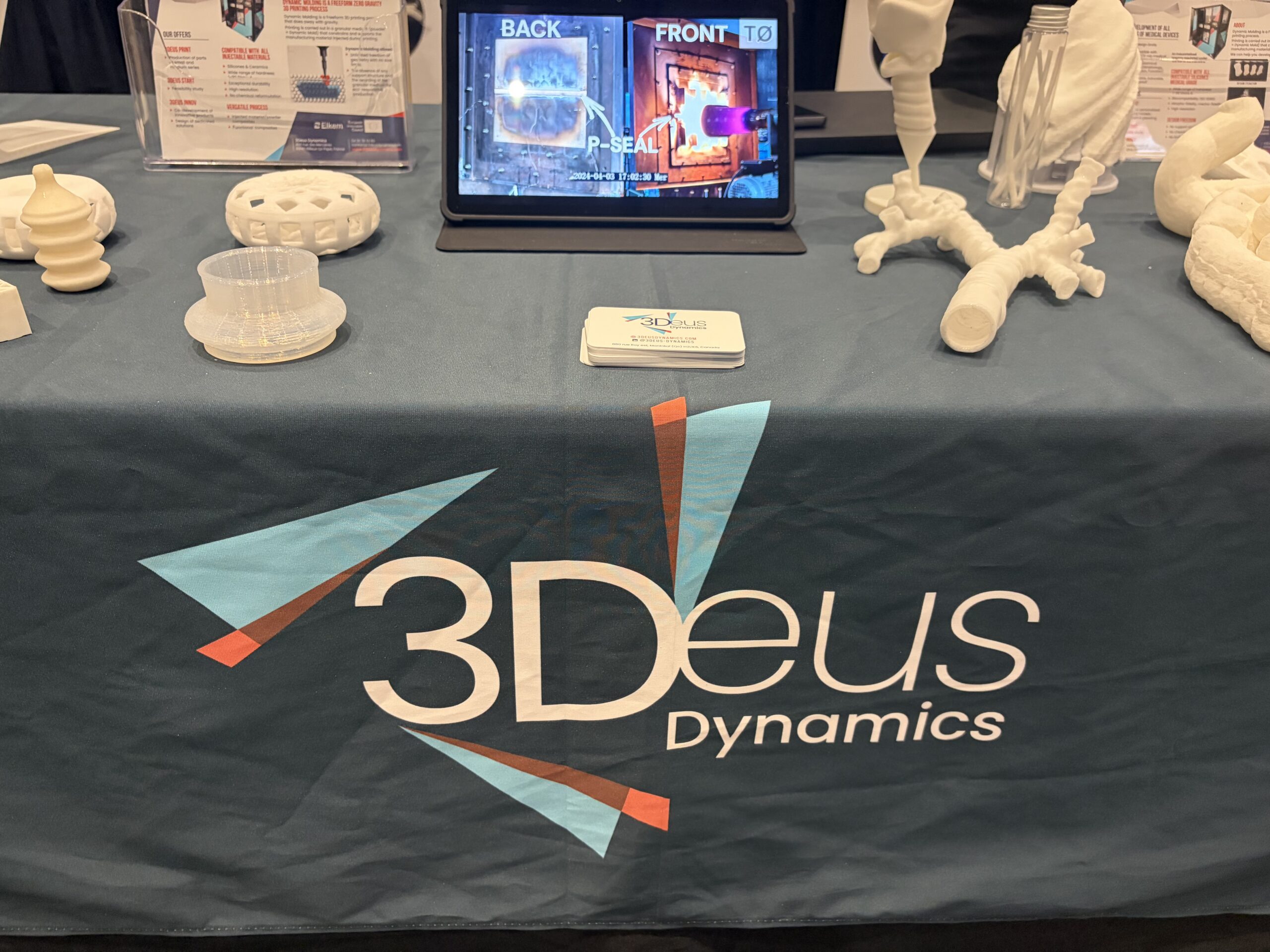
Because of my travel delays, I only had one night on the AMUGexpo floor, so I made the most of it and visited a lot of booths!


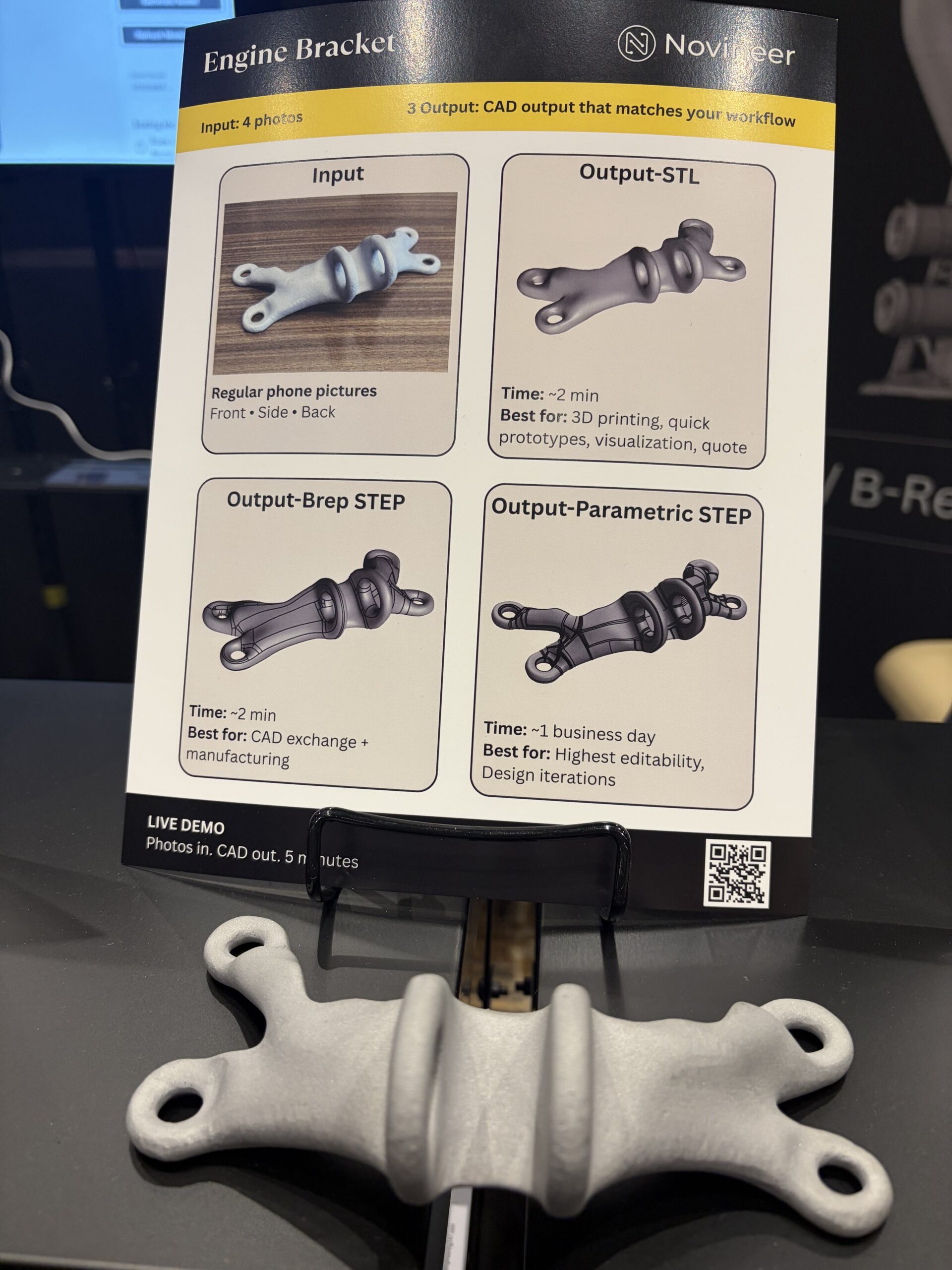
Earlier in the day, I’d spoken to Ali Tamijani, the CEO and Co-Founder of generative design software firm Novineer. He explained that the company’s NoviPath is about simulation specifically for FFF and FDM 3D printing. But at AMUG, Novineer was presenting NoviVision, which allows you to upload pictures of a part to very quickly create 3D models. So I stopped at the booth to get a closer look.
Tamijani said it takes two minutes to create the STL, and two minutes to generate the STP, so you get the model in under five minutes.
“The concept is very simple. You take a couple of pictures of a part, and then it creates the digital model.”
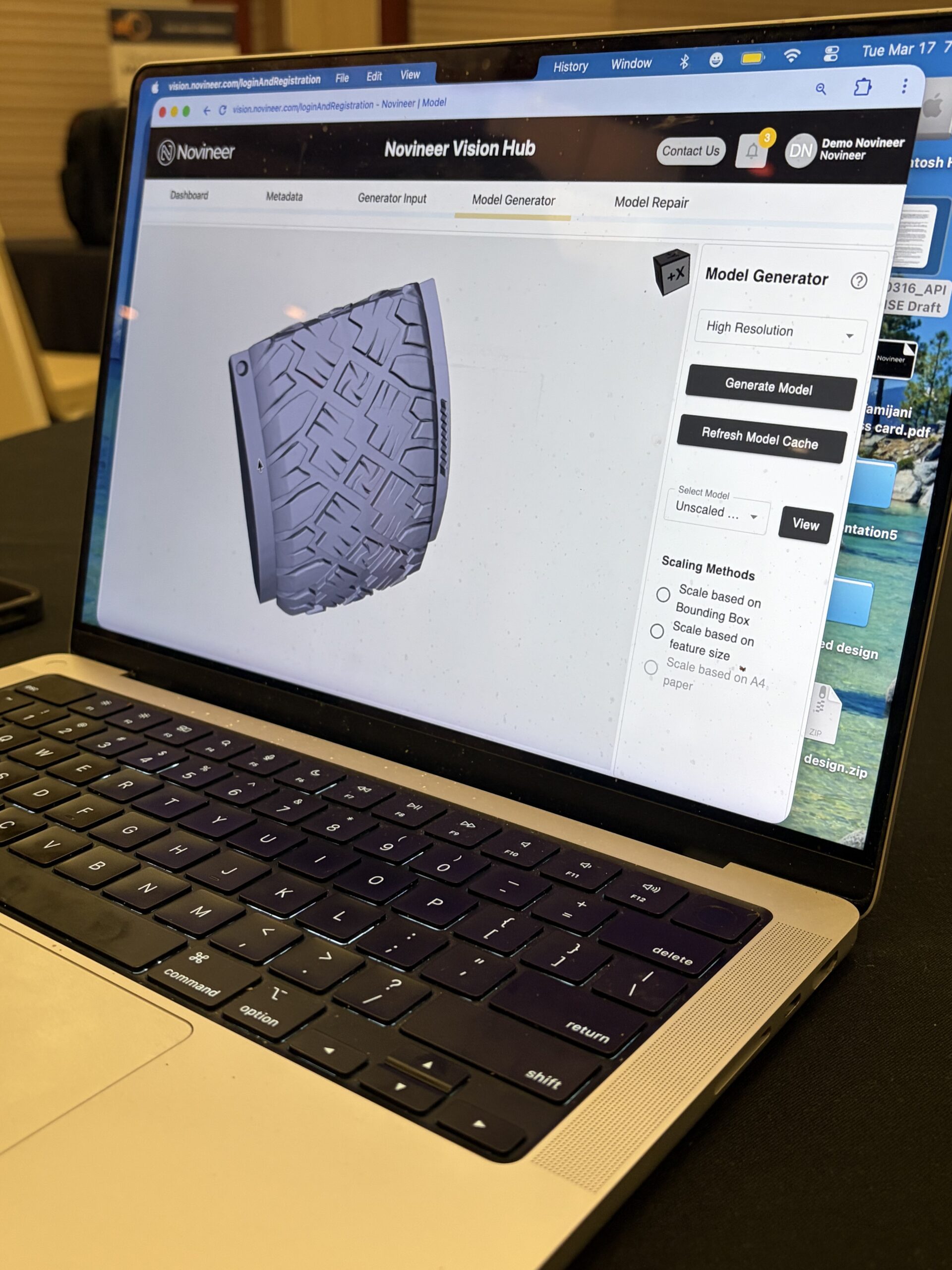
It can be imported in any CAD software, and can be used for everything from aerospace and defense to railway and automotive. Tamijani said that more than 600 parts have been created with NoviVision. The solution doesn’t use photogrammetry, but is AI-based.
“We’re not trying to reconstruct the part based on all the images,” he explained. “It’s looking at the images and the data to come up with the part.”
You apparently don’t even need super high quality images for NoviVision to work. They can’t be blurry, but Tamijani said it works even if there are other things in the background.
I also met with Skuld at AMUG. This Ohio-based company developed an additive-enabled evaporative casting (AMEC) process.
“There’s reasons why that’s what we like to work with as opposed to other options, and part of it’s based on affordability,” Skuld Founder and CEO Sarah Jordan told me. “We use desktop printers to make metal parts, so that seriously drives down the cost.”
The company uses lots of popular desktop material extrusion printers, like Bambu systems.
“We mainly developed this process for our own purposes, because tooling and lost foam can get really expensive. So the goal is like, well, what if you don’t need tooling?”

Skuld booth at AMUG
They do still make tooling if the volumes are high, and depending on the geometry of a part as well. As Jordan reminded me, legacy castings are pretty blocky, so “not optimal print geometries.” So sometimes Skuld will print something, or they’ll machine it, or they’ll do both.
The company has something exciting goals it’s working towards in the future. I said it sounded like they were up and running, and Jordan said it was more “up and walking.” They expect the whole production line at their Dayton-area facility to be ready within the next five weeks or so.
Networking Events
AMUG is all about building connections, both through learning and having fun! In addition to the daily sit-down lunches, where you break bread with users from all areas of the AM sector, the mid-week Theme Night is a party I won’t soon forget. Our theme this year was “Game On,” which I interpreted through an Oregon Trail game t-shirt. In addition to the AMUGderby, the whole arcade level of the Grand Sierra Resort was opened to us for four hours of VR games, laser tag, old-school and newer arcade games, and my personal favorite, bumper cars.

The final experience of AMUG was the Family Closing Dinner and Casino Night, which I’ve heard happens every year but I found particularly entertaining because we were already in a casino. But I must say, it’s much more fun to gamble when you’re not playing with real money.

I hope to see everyone next March in Atlantic City for AMUG 2027!
Images courtesy of Sarah Saunders for 3DPrint.com
🏷️ p3d_feed